���ľ�ȡ�ͱ����ȡ�ď�������
���ٙ�Ŀ�������OӋՓ�� �l�����ڣ�2010-12-06 09:14 ��ȣ�
������������ƪ�v��ӡˢ�����е��O��ăɷN��ȡ��ʽ�����ľ�ȡ�ͱ����ȡ������B�䏈�����Ƶđ�����r��
�����P�I�~����ȡ��ʽ�����ľ�ȡ�������ȡ���ӣ���������
������Ҋ�m���ڰ���ӡˢ�IJ��������ϱ�Ĥ����Ͳ�����X���ȡ��@Щ�����ӡˢ���ϵķN�Խ��Խ�࣬�˂������b�������Ҫ������ߣ��O��ď������ƾ���Ҳ�ڲ������ߡ��;��ȡ����Ʒ�ʽ�����O�䌢��u����̭�����Խ�����O��������Ԅӻ������϶��ӻ��lչ�����N���ϵĺ�ȡ����Բ�һ�������ˏ������Ƶ��y�ȡ�����������Ʋ��ã����a�^���Е����F���϶�����ȡ�����R���𰙡������ɾo��һ��ͻȻ���ϵȬF�a���U�ϣ�Ӱ����aЧ�ʺͮaƷ�|����ֻ�з����ď���ϵ�y���ŕ��кõ�ӡˢЧ�����e���վ��ď���������ȡ��Ч����ֱ��Ӱ푵���Ʒ���|���Լ��͵��ͺϡ����С��ƴ����µ�����
�����F�A�Σ�ӡˢ�����е��O����Ҫ�ЃɷN��ȡ��ʽ�����ľ�ȡ�ͱ����ȡ��
����һ�����ľ�ȡ
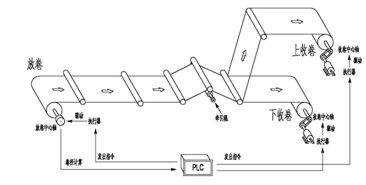
�������O�䶼�����@�N��ʽ�����ľ�ȡ��ָ������ֱ���Ӽ����ϵ������S������˾����ʽ���ЙC�ď�������ϵ�y��������Dһ�������O����Ĥ�ĺ�ȣ��ž������ԄӾ폽Ӌ��ķ�ʽ��Ӌ������ď�����С��ݔ���ɾ��̿�������PLC�����ɾ��̿��������ռ����ķž폈����̖ͨ�^�F�ȏ�����Ӌ�㷽ʽ��Ӌ����վ������S����ď�����С��Ȼ��l����̖ͨ�^���������վ������S���@�N��ȡ��ʽ�������S�������S����ֱ�ӵĄ����ӡ��@�ӾͿ��Ա��ַž폈�����վ폈��һ�£����C���C�ď����ڷ����Ġ�B��
����
�����Dһ
�������Ͼ�ȡ�������^ȥʹ��Ħ��ʽ���Ʒ������F�ڲ��õ����Ԅӣ������ܵ�늚���Ʒ�������Ҋ���ֶδ�������N��
����1���ŷ��x�������ŷ��x�����Ǹ���늴�ԭ�������ôŷۂ��f�D�صęC늮aƷ������푑��ٶȿ졢�Y�����Ρ��o��Ⱦ���o�������o�_����ӹ��s��Դ�ȃ��c��ʹ�ñ��^�V����
����2������늙C����ؓ�d���ӕr��늄әC���D�����Ԅӵ��S֮���ͣ���ݔ���������ӣ������cؓ�dƽ�⡣����늙C�Ķ��D�D�ظߣ����D���С���ܳ���һ���r�g�Ķ��D�\�С�����늙C���е��D�١���Ť�ء��^�d��������푑��졢���Ծ��ԶȺá����ز���С�����c��
����3��׃�l늙C������“����׃�l�Б�늄әC+׃�l��”�Ľ����{�ٷ�ʽ��ʹ�Cе�Ԅӻ��̶Ⱥ����aЧ�ʴ����ߣ�Ŀǰ��ȡ�����y�ęCе�{�ٺ�ֱ���{�ٷ��������Ќ��������D���c�����{�����ԣ��{��ƽ�����o�D���}�ӵȃ��c�����ʸ�����ƣ��Ɍ��F���D��ȫ�D�ء����l�������c�߾����D�ٿ��ơ�λ�ÿ��Ƽ����لӑB푑����ơ��ڮ���Ŀ���ϵ�y�ϑ����ஔ�V����
����һ����f���վ��ď�����ͨ�^�F�ȏ���Ӌ��ġ��O���\�D���^���У��ھ폽�����ͬ�r��Ҫ�{���������S���Ͼ������������ڃȂȲ��ϵ�����׃�a�������ϕ�����տs������վ��𰙣��Ⱦo���ɡ��������ڲ��ϵ��տs�Ϳ՚�ķų�ָ�����ĵĉ����Ӵ���ϱ��D�ĻM��D�����a�����^����S�F������о�ĵط��aƷ���ޣ����氼��ƽ��Ҫ��Q�@�ӵĆ��}���ͱ��Ҫ�ھ폽��u׃��r��������������u�p�٣��@�������^���F�ȏ�������ȡ�r�ij�ʼ�����Q���˾�ȡ�K�˕r�ď�����һ��ʹ��10%��50%���F�ȡ�������30%�F�ȣ����O��ʼ������10kgf���t��7kgf�ď����Y�����@Щ׃����������Ϻ͙C�������ܶ���ͬ�������õ��F�ȿ�����һ�ӵġ�
�����@�N��ȡ��ʽҲ�������ڰ���ӡˢ�C�ϣ���D������
����
�����D��
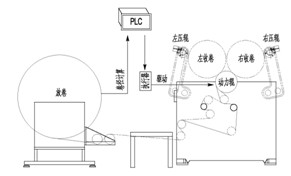
��������ӡˢ�C�ϙz�y�b�Þ鸡݁ϵ�y��ͨ�^����݁�z�y������ƫ�����̖��ݔ���ɾ��̿��������ɾ��̿��ư�Ӌ������ď�����ݔ����������׃�l늙C�����Ɉ��������վ������S��
�������������ȡ
�����@�N��ȡ��ʽ�m���ں��׃����폽����������r������ӡˢ���м������X���Ȳ��ϡ��Ա����ȡ���ЙC��������D�������ž����þ폽Ӌ��ķ�ʽ�я�����С��̖��ݔ���ɾ��̿��������ɾ��̿���ֱ�Ӱ�Ӌ������ď�����Сݔ��������݁�ϡ���������݁�c�վ�����֮�g��Ħ���͌����������F���ϡ��վ��������վ����������Դ�����g���݁���݁���D�لt�ɿɾ��̿��������ƣ��Ɉ������ӡ����ڄ���݁��ֱ����С�㶨�����Բ����վ��폽��С��Ӱ푣�ʼ�K�ܱ����c�ž폈����Сһ�¡�ֻҪ�վ����Ϻ̈́���֮݁�g���ֺ㶨��Ħ���͌����������@���վ����ϵľ�ȡ�����Ϳ��Ա��ַ�������������ֱ���������S�����Ä���݁���D�َ��������S���Ķ��������ϵď�����С��ʹ������ȡ�o���ޡ��o���ۡ��������R����ȡ����Ӳ���m����
�� ��
��
�����D��
���������ȡ�������ƵĈ����������ľ�ȡ��һ�ӣ������Ǵŷ��Ƅ���������늙C��׃�l늙C�ȡ����ڄ���݁��ֱ���Ǻ㶨�ģ������վ��ľ폽�ܴ�Ҳ����Ҫ�úܴ��ʵĈ��������@�DZ����ȡ�����ă��c��Ҳ������݁��ֱ���Ǻ㶨�ģ������վ��ď����Ͳ���Ҫ���F�ȏ�����Ӌ�㣬ֻ��Ҫ�c�ž폈������һ�¾Ϳ����ˡ��������վ����ϵĄ����DZ��ӵģ����ԃ��վ����Ϻ͉�݁�g�����@�÷dz���Ҫ���@�DZ����ȡ������������Ҫ�eע��ġ�
�����������Y
�������ľ�ȡ�������Ʒ�ʽ���÷dz��V���������İ���ӡˢ�C���ͺϙC�����ЙC�������@�N���Ʒ�ʽ�������п��ƾ��ȸߣ����b���ף�������վ��폽�ܴ��Ǿ���Ҫ�ܴ��ʵĈ��������@�������O��Ĺ��ʺͰ��b���g�������վ��폽�^�����r�£����Կ��]���ñ����ȡ�ķ�ʽ��
�����}�����ľ�ȡ�ͱ����ȡ�ď�������
�D�dՈע�����ԣ�http://m.56st48f.cn/fblw/ligong/jianzhusheji/5697.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^