���ط��]�h(hu��n)���p��������Ӛ���������ģ�M����
���ٙ�Ŀ���C�һ�w��Փ�� �l(f��)�����ڣ�2010-10-04 08:25 ��ȣ�
����ժҪ:ᘌ��ɷN���صķ��]�h(hu��n)���p����———�A�P肉K��ƽ�崹ֱ�ӹܵĶ���������M�������S��(sh��)ֵģ�M,Փ�C�����ӳ���팍�F(xi��n)��˹�ֲ������ğ�Դ�Ƅ�,�õ��˺��ӵğ�ѭ�h(hu��n)�^�̼������������ֲ����о�����,���]�h(hu��n)���p����/�պ��^(q��)��Ě���������r���s,�����^��ĭh(hu��n)����������,�������Tʹ���p�_��ʧЧ�����ȶ���,�ӹܭh(hu��n)���p�đ�����r��������������ҕ��
�����P�I�~:���ط��]���p;����������;����Ԫ����;�����;��˹�ֲ���Դ
����0����
��������(j��)��Ě��w�M�оֲ����a肉K�ޏͺ����Լ���Y�����ӽӹܕr,�亸�p�������صķ��]���p��ԭ�ں��p���]����,�������^��,�����a(ch��n)���^��ĺ��Ӛ�������,�e���ڊW���w���P䓺���,����ͨ���������T�ĺ����̎�������ڄݱؕ����ͺ��ӽ��^�������M��Ӱ������������۵Ŀɿ��ԡ������ڸ��g�h(hu��n)���·��۵ĊW���w���P䓺���,�亸�ӽ��^���ښ��������������^�^(q��)�Y���Լ����g�h(hu��n)���Ĺ�ͬ����,���װl(f��)���������g�_��(SCC)ʧЧ1;�����L�ڷ����ڸߜحh(hu��n)���µĺ��Ә���,�ߜ���׃��Ӱ���ʹ���ϰl(f��)���ӻ�,��K������׃�_��,���аl(f��)����Ӱ푅^(q��)�h(hu��n)���_�ѡ����p���ٙM���_������Ҫ���T������ڽ��^�����^��Ě���������2�������W����ͨ�^ԇ�3��(sh��)ֵģ�M4���о����Ӛ�������,������ᘌ��Ƿ��]���p,�������]�ͭh(hu��n)���p���о��^�١����ɷN���ط��]�h(hu��n)���p�քe�������S����Ԫģ��,ʹ������Ԫܛ��ABAQUS�����p������ğ�ѭ�h(hu��n)�^�̺͚����������ķֲ��M��ģ�M����,�����˽Y���M��ӑՓ,���ڌ��о����з��]���p�ĺ��ӽY��ʧЧ�ṩ������
����1���]���p���Nģ��
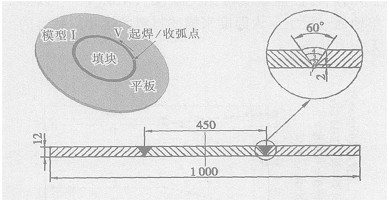
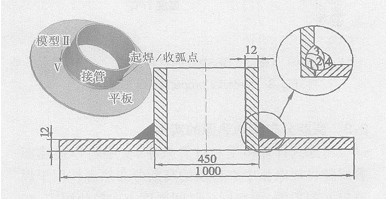
�����D1�͈D2�քe��肉K���]���p�ͽӹܷ��]���p�Ķ��Nģ��,�Y���ͺ��p�¿ڳߴ���D��ʾ���h(hu��n)���p���Ӳ����ĵ������,Ԕ���ĺ��ӹ�ˇ����(sh��)Ҋ��1�����������Ϟ�W���w���P�SS316L,���ֹ��Ӱ푅^(q��)�����L��̼������������ڶ�����^���п����^�͵Č��g�ض�(T≤150��),���Ӳ��M���A��̎���ͺ����̎����
����
����
����2����Ԫģ��
����2��1����Ԫ�W(w��ng)��
��������(j��)�D1,�D2�ĽY������(sh��)�������S����Ԫģ�͡��ں��p�^(q��)��,�鿼�]�ʴ_�����^��Ĝض��ݶ�,��Ҫ�܄����p�^(q��)��W(w��ng)��
����2��2���υ���(sh��)
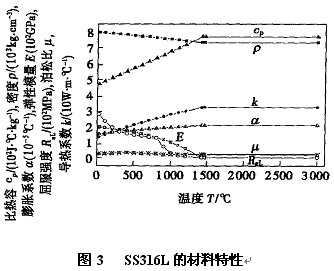
����ģ�Ͳ����x��316L�W���w���P�,��ᡢ���W���܅���(sh��)Ҋ�D3,�����300kJ/kg,���ྀ1420��,Һ�ྀ1460�档�������ڸߜ�(����ָ���c������)�ğ������ܼ��O��Ҋ�īI6,ABAQUS���Ժ��ε�ͨ�^�O���˻�ضȁ��������ϵ��ۻ����B(t��i)�ğo������B(t��i)��
����
����
����2��3��˹�ֲ��Ƅӟ�Դ�Č��F(xi��n)
�������]��Ӌ�㾫�Ⱥ�Ӌ��Ч��,���Ќ����ӟ�Դ�����S����늻������Ƅӵĸ�˹�ֲ���Դ�����ں�����Ԫ�ı���,����ͬһ�r�g��ȷ�������㶨,��ABAQUS��,�Y��Fortran�Z�Ծ������Ñ��ӳ����M��Ӌ�������늻��غ��p�A������������\��,�tݔ��ĸ�˹�ֲ���7
����
����ʽ��:u,I,v�քe��늻�늉��������늻��Ƅ��ٶ�;r,η�քe���c(R,0)��늻����ĵľ��x��늻���Ч��ϵ��(sh��),���l늻���ȡη��0.75O0,=0;rb��늻���Ч�ӟ�돽;Parc��늻�����,P0��늻�����ʡ���Դ���ӳ�����ͨ�^���ӕr�g��׃���ͺ����ٶȁ���ʾ��Դ���Ƅӡ���������ϵ�������S���r�g��늻����ƄӶ����r�e�۵�,�@ͨ�^ABAQUS�еĆ�Ԫ“����”���g���Ԍ��F(xi��n)��
����2��4߅��l��
�������������,ģ�͵����±��桢�ӹܵă�(n��i)���������]������ݗ��߅��l��,����ϵ��(sh��)ȡ10W/m2K,ݗ��l(f��)���ʞ�0.85��������ʼ�ض�ȡ�Ҝء������������Cģ�Ͳ��l(f��)�������ƄӼ��ɡ�
����2��5��C
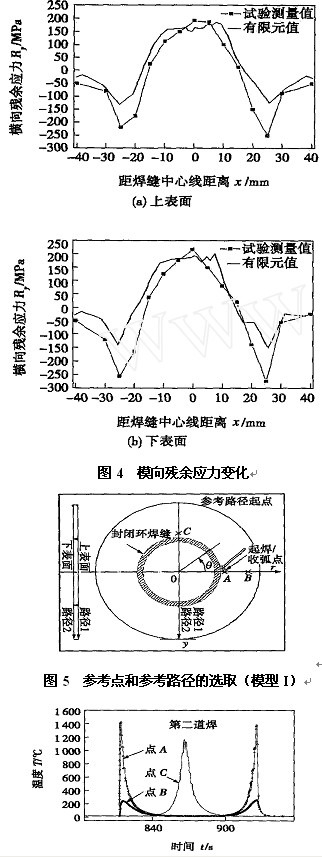
��������C������������Ч��,��Murugan8����304���P�ƽ�匦�Ӷ����ԇ�y�����õĚ�������ֵ������C����(j��),����(j��)��ԇ�ԇ�ӡ����ӹ�ˇ8��������Ԫģ�ͷ�����������X�侀���䷨�y�������������D4������±������루��ֱ���p���M���������y��ֵ�cģ�M�Y���ı��^�����Կ���,ģ�M���õ��đ����ֲ�Ҏ(gu��)���cԇ�y�û�����ͬ,���]������Ԫ�xɢ���Ͳ��ϔ�(sh��)��(j��)�����ԭ��,ģ�Mֵ�cԇ�y��ֵ����һЩƫ��,���@�Nƫ���ǿ��Խ��ܵġ�
����
����3�Y�������cӑՓ
����3��1���]�h(hu��n)���p�������ѭ�h(hu��n)
�������ڷ��]�ͺ��p,����ÿһ�����p����/�ջ��c�دB,����˾ֲ��^(q��)����һ�����Е���(j��ng)�܃ɴ��������^��,���ğ�ѭ�h(hu��n)�Δ�(sh��)���h�x�˅^(q��)��ăɱ������f�����]��������ğ�ѭ�h(hu��n)�^��,��肉K���]��ģ�͈A�P�ϱ����x�����������c�M�з���A,B,CԔҊ�D5(A:=0°,r=240mm;B:=0°,r=240mm;C:0=0°,r=240mm)���D6��ڶ����ğ�ѭ�h(hu��n)�^��,�ɈD�п��Կ���,A,B���c����/�ջ��^(q��)��,���M��һ���������g�����F(xi��n)�ɴη�ֵ�ض�,���h�x��λ�õ�C�cÿ�����ӄt�H�����F(xi��n)һ���������^�̡�����,���^(q��)����ܟ��r�^�����^(q��)�������s,�ɴ˕������˅^(q��)��ĺ��Ӛ��������IJ�ֵͬ���Pע������,�����p̎��A,C�c���ڽӽ����ӟ�Դ,��ضȷ�ֵ�^��,�ֲ��^(q��)��������^��Ĝض��ݶȼ�׃����,�γ��˺��p��Ӱ푅^(q��),�˅^(q��)��ĺ����������ֲ�Ҳ���ஔ���s�ġ�
����
����3��2肉K���]��ģ�M�Y��ӑՓ
�����D7��肉K���]�������ϱ���h(hu��n)���������ķֲ������Կ���,�ڭh(hu��n)���p��/�ջ��^(q��)���Ӱ푅^(q��)�ͺ��p�ĭh(hu��n)���ϴ����^���������,����׃�΅^(q��)���^��,�Ҷ���F(xi��n)��肉K��(c��)��һ����������������ڽM��׃�����Cе�ӹ������g����������ı����Ѽy,�ښ�����������������,�����װl(f��)���Ѽy�ĔUչ��肉K��(c��)����̎��ƽ���(n��i)��ȫ�s����B(t��i),�Ǿ����ğ�ѭ�h(hu��n)���肉K��(c��)������B(t��i)������s���ڻ���������ȫ�z�y��,�Еr�l(f��)�F(xi��n)�ڟ�Ӱ푅^(q��)���洹ֱ�ں��p�����ДUչ���Ѽy,���ص��ѳ��F(xi��n)���^�Ѽy,�ٟ�Ӱ푅^(q��)�����Ѽy,���^��ĭh(hu��n)�����������T�l(f��)���Ѽy����K�����_�ѵ���Ҫ�T��9��
����
����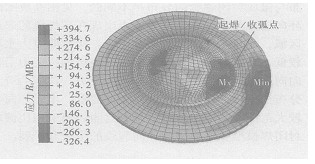
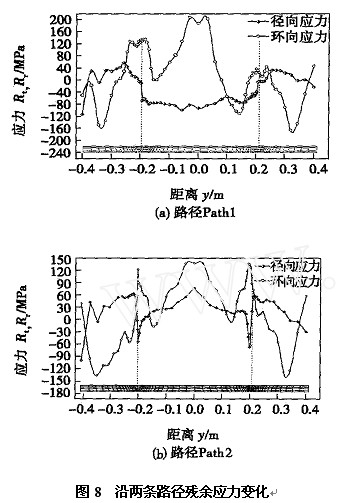
�����D7�ϱ���h(hu��n)���������ֲ�
�����D7�@ʾ�h(hu��n)���p�^(q��)��đ����ֲ����оֲ��ԡ��鿼���h�x��λ�õĺ��p�����Ӱ푅^(q��)���������ķֲ�,�քe���h�x��λ��̎�����±������ɗl����·��Path1��Path2���D5�����D8a,b�քe��ɗl·������ͭh(hu��n)��đ����ֲ������Կ���,�A�P肉K�h(hu��n)���p������������肉K���IJ�λ�Լ����p��Ӱ푅^(q��)�������ڷ�ֵ����,�����ں��p��Ӱ푅^(q��),Rt��h(hu��n)��������,Rr�鏽����,�@�N�����܉����h(hu��n)�������Ġ�B(t��i)���(q��)ʹ���p�a(ch��n)�������Ѽy���l(f��)���Uչ��
����
����
����3��3�ӹܷ��]��ģ�M�Y��ӑՓ
�����ӹܷ��]��ģ�ͭh(hu��n)���p���ڽӹܵĴ��ڕ��ܵ����p���⼴�A�P�S���ϵļs��,���䚈�������ķֲ��c肉K���]���p�ķֲ��Dz�ͬ��,Ҋ�D9��ʾ�ĭh(hu��n)�����ֲ�����ߑ����^(q��)Ҳ���F(xi��n)�ڭh(hu��n)���p���^(q��)��,������Ҫ���F(xi��n)�ڈA�P���(c��),�ӹ܂�(c��)����ˮƽ�^��,�A�P�ϵĭh(hu��n)�����ɟ�Ӱ푅^(q��)���������؏���������u����,�����^�ɵ�������,�@�ӵđ����ֲ���������ɽY�����S���ϵ�׃�Ρ����ڭh(hu��n)�����^���ĸߑ����ֲ�,�ӹܷ��]��ģ�����肉K���]��ģ���������������Ѽy�����ɺ͔Uչ��
����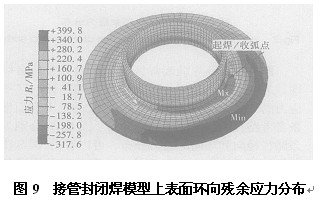
�����D9�ӹܷ��]��ģ���ϱ���h(hu��n)���������ֲ�
����4�YՓ
������1��ABAQUSܛ���Y���Ñ��ӳ���@�������S���]�h(hu��n)���p��������ӽY���ğ�ѭ�h(hu��n)�c����������,�䔵(sh��)ֵģ�M������(j��ng)�cԇ�y����(sh��)��(j��)���^,��C��ԓ�����Ĝʴ_��,�������麸�ӽY������������^�̚������������Ĕ�(sh��)ֵ������
������2�����ڷ��]�h(hu��n)���p�Y�����������^����Ծ���,��ʹ����������ֵ�����^��,肉Kģ�͵�肉K��(c��)�c�ӹ�ģ�͵İ��(c��)���p�c��Ӱ푅^(q��)�����ֲ����s,�����^���Ě����������ֲ���Ҫ�����Pע��
����(3)�h(hu��n)���p���ں��p���]����ʹ�����պ��^(q��)���ܵ�����ğ�ѭ�h(hu��n),�Ķ��T�l(f��)���^��Ě�������,���p�^(q��)��h(hu��n)������������,�Ǐ����Ѽy�Uչ����Ҫ�(q��)����,�ʶ���Ҫע���ȡ��ʩ����ߺ����|(zh��)���������Ѽy�γɺ͔Uչ�Ŀ����ԡ�
����
�����}�����ط��]�h(hu��n)���p��������Ӛ���������ģ�M����
�D(zhu��n)�dՈע�����ԣ�http://m.56st48f.cn/fblw/ligong/jidianyitihua/4399.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a(ch��n)�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИI(y��)Փ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)