���L��ˇ���������CҺ��ϵ�y(t��ng)�ܺķ���
���ٙ�Ŀ���CеՓ�� �l(f��)�����ڣ�2019-05-28 10:09 ��ȣ�
����ժҪ���Uչ���������C���C��������ģ�ͺ��ܺ�Ӌ��ģ�ͣ��о��˰��L��ˇ���������CҺ��ϵ�y(t��ng)�Ŀ������Ժ��ܺ����ԣ��ó���Һ��ϵ�y(t��ng)���ܺķֲ�Ҏ(gu��)�ɣ��������������M���P�I�h(hu��n)��(ji��)�����������CҺ������ϵ�y(t��ng)�ă�(y��u)���Լ���(ji��)�ܿ��Ʒ���������ṩָ�����о��Y(ji��)���������������CҺ��ϵ�y(t��ng)���ܺ����Ծ����������c���A�Q���������D(zhu��n)�������������fЧ���^�ߣ������_60%����;��܇���߄������������fЧ�ʃH��17%;�A�Q�½��r��������ȫ���D(zhu��n)�������������y�Ĺ�(ji��)���pʧ;����(zh��)������ͬؓ�d�c�Ή���Դ���ܺ���ƥ�����ɾ�Ĺ�(ji��)���pʧ��
�����P�I�~���������C;Һ��ϵ�y(t��ng);�ܺķ���;��(ji��)������
����0 ����
������(ji��)���c�h(hu��n)���Ǹ��и��I(y��)��ҕ�����}���Gɫ����ѳɞ�呉����a(ch��n)�İl(f��)չڅ�ݡ��������C�����܇�g���F(xi��n)�Cе�����Ԅӻ�����Ҫ�O�䡣���ھ��й���ƽ��(w��n)���Y(ji��)��(g��u)�o���Լ������cҺ���C���F(xi��n)(li��n)�Ӻ��Ԅӻ���һϵ�Ѓ�(y��u)�c��Һ��ʽ�������C�ѽ�(j��ng)�ɞ�l(f��)չ����������Һ��ϵ�y(t��ng)�д��ڴ����������p��[1]������о��������CҺ��ϵ�y(t��ng)���ܺČ����������p�ġ������(y��u)�����Ʒ���������Ҫ�ĬF(xi��n)�����x������(n��i)��W���P�ڙCе�O��Һ��ϵ�y(t��ng)��(ji��)�ܵ��о��ɹ��S�T��HO��[2]���������������������Ԫ���OӋ������Һ��ϵ�y(t��ng)��YOON��[3]���ھ�C��ʹ���Һ���ϵ�y(t��ng)��LI��[4]���ھ�C���\��ģ����(j��ng)�W(w��ng)�j�M�й�(ji��)�ܿ��ƣ��δ���[5]�о������ұÿز����CҺ������ϵ�y(t��ng)λ���]�h(hu��n)���ƺ������a��λ���]�h(hu��n)���ƹ�(ji��)�����ԡ�ᘌ��Cе�O��Һ��ϵ�y(t��ng)�Ĺ�(ji��)�ܿ��Ƶ��о��ɹ�[6-10]߀�кܶ࣬�磺ؓ�d����ϵ�y(t��ng)��������ϵ�y(t��ng)��ؓ����ϵ�y(t��ng)������׃����ϵ�y(t��ng)��׃�lҺ�����Ƽ��g(sh��)�������{(di��o)��(ji��)�oҺ���Ӽ��g(sh��)�đ��õȡ������о���Ԫ����ϵ�y(t��ng)�����Ƹ������挦�Cе�O��Һ��ϵ�y(t��ng)��(ji��)�ܼ��g(sh��)�M����̽���͑��ã���ᘌ�Һ��ϵ�y(t��ng)�ܺķ������о��s�O����Ҋ��ᘌ��������CҺ��ϵ�y(t��ng)���ܺķ������о�������Ҋ�����У�ZHAO��[11]�����Ӌ��Һ���Cϵ�y(t��ng)���������ķ������������Դ���Һ���C��C��ԓ��������Ч�ԣ��ҵ��˵�Ч�ʵĸ�Դ��ؓ�d�c�(q��)��ģ�K�IJ�ƥ��;����[12]���ù����I�ψD������22MN��呉��C�P�IԪ���Ĕ�(sh��)�Wģ�ͣ��Ĺ������ĽǶ�ֱ�^�صó���ϵ�y(t��ng)��Ԫ���ϵĹ���������r��
���������ڵ����������C�y��Һ��ϵ�y(t��ng)�Ļ��A�ϣ��������C��������ģ�ͺ��ܺ�Ӌ��ģ�ͣ������������C���L��ˇ����Ҫ����Һ��ϵ�y(t��ng)�Ŀ������Ժ��ܺ����ԣ���ͨ�^100kN �������C�M�Ќ����C��
����1 Һ���(q��)��ϵ�y(t��ng)ԭ��
����ᘌ�������a(ch��n)�кĕr���İ��L��칤������呹��r���������C�A�Q���D(zhu��n)���A�Q��������܇����3����Ҫ���������ڰ��L��ˇ��Ҫ���@3�������M�ɣ��˕r������(zh��)�����ܺČ����C�ܺ�Ӱ푺�С�����ԕ������]���������CҺ��ϵ�y(t��ng)��D1��ʾ���y�M1ͨ�^���ƃɂ��A�Q���D(zhu��n)Һ���R�_����(li��n)�(q��)�ӊA�Q�A��呼����D(zhu��n)���������䷽����ٶȡ��y�M2ͨ�^���ƊA�Q�����ׁ����ƊA�Q������λ�ƺ̈́����ٶȡ��y�M3�(q��)�ӵ��ٴ�Ť��Һ���R�_��ͨ�^����܇݆�������݆�������܉�ȁ팍�F(xi��n)��܇���\�ӺͶ�λ��
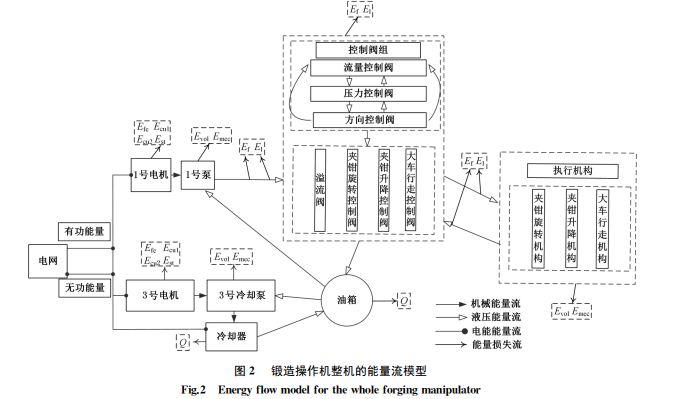
����2 �ܺĽ�ģ
����2.1 ���C������ģ��
�����������Cϵ�y(t��ng)�������D(zhu��n)�������—�Cе��—Һ����—����/��������/��(n��i)�ܵ��D(zhu��n)��������ֱ�^���_���������C�ڹ����^���е��������Ӡ�B(t��i)�������������C���L��ˇ���������C��������ģ��(�D2)����D2��ʾ��늙C��늾W(w��ng)�Ы@�õ������֞��й������͟o�����������Пo�������H���ڽ����;S�o�ň���늈�֮�g���Pϵ���@�������������ص�늾W(w��ng)�С��й������t�D(zhu��n)�Q����ܺ��(q��)��Һ��������ęCе�ܡ�Һ���Ì��Cе���D(zhu��n)������ܺ�Һ���ܣ�ͨ�^���������y�����������y����������y��(g��u)�ɵĿ����y�M���F(xi��n)�����������ƣ��Ķ����Ƹ���(zh��)��Ԫ��������ͨ�^��(zh��)�ЙC��(g��u)�D(zhu��n)�����������C�A�Q��λ��׃�����ڊA�Qλ��׃���^���У�����(zh��)��Ԫ����ݔ�������D(zhu��n)������͙ܺCе�ܡ�
����2.2 �ܺ�Ӌ��ģ��
����ᘌ�ϵ�y(t��ng)����Ԫ����������r���г�����Ԫ�����pʧӋ�㹫ʽ��
����(1)늙C�������pʧ����(kW)��Pij1m =1-ηij1m ηij1mpij1pqij1p60ηij1p(1)ʽ�У�ηij1m���i�������A�ε�j1��늙C�Ŀ�Ч��;ηij1p���i�������A�ε�j1���õĿ�Ч��;pij1p���i�������A�ε�j1���õ�ݔ��������MPa;qij1p���i�������A�ε�j1���õ�ݔ��������L/min��
����(2)Һ���õ������pʧ����(kW)��Pij2p =1-ηij2p60ηij2ppij2pqij2p (2)ʽ�У�ηij2p���i�������A�ε�j2���õĿ�Ч��;pij2p���i�������A�ε�j2���õ�ݔ��������MPa;qij2p���i�������A�ε�j2���õ�ݔ��������L/min��
����(3)Һ���y�������pʧ����(kW)��Pij3v =Δpij3vqij3v60 (3)ʽ�У�Δpij3v���i �������A�ε�j3��Һ���y�ĉ�����MPa;qij3v������(j��ng)��i�������A�ε�j3��Һ���y��������L/min������Һ���y�������������y�����������y�ͷ�������y��
����(4)Һ����·�������pʧ����(kW)��Pij4pp =Δpij4ppqij4pp60 (4)ʽ�У�Δpij4pp���i�������A�ε�j4�ι�·�ĉ�����MPa;qij3pp������(j��ng)��i�������A��j4�ι�·��������L/min��
����(5)�A�Q�����C��(g��u)�������pʧ����(kW)��Pc =pcinqcin -pcoutqcout-Fcvc (5)ʽ�У�pcin���Һ�����M�ډ�����MPa;qcin���Һ���Ŀ��M��������L/min;pcout���Һ���ij��ډ�����MPa;qcout���Һ���Ŀ�����������L/min;Fc��Һ����ݔ������N;vc��Һ����ݔ���ٶȡ���ʽ��߅����헴���A�Q�������C��(g��u)���������ù����ʡ���Ҫע����ǣ����������C�A�Q����ϵ�y(t��ng)�У��A�Q���������ǿ�ϵ�y(t��ng)�߉����ṩ���������½������ǿ�ؓ�d�����������������Ӌ��Һ���������pʧ���ʕr��������A�κ��½��A�Ρ������ķ������Ϟ����������A��Fc�ķ���������½��A��Fc�ķ����ؓ��Һ����ݔ�������Ա�ʾ��Fc =ηcm(pcinA1 -pcoutA2) (6)ʽ�У�ηcm��Һ���ęCеЧ��;A1��A2 �քe��Һ�����M��ǻ�ͳ���ǻ����Ч������e��m2��
����(6)��܇���ߙC��(g��u)�������pʧ���ʡ���܇���߲���4��׃���R�_�͜p�ٙC�(q��)�ӣ�ͨ�^�݆�c܉���ć��ό��F(xi��n)��܇���ߡ��tҺ���R�_���p�ٙC�����ߙC��(g��u)�Ŀ������pʧ����(kW)��Pmm = (∑ fj=1pijqij -pojqoj)-Fdvm (7)ʽ�У�f �������R�_����(sh��);pij���j�������R�_���M�͂�(c��)�ĉ� ����MPa;qij�� ��j �������R�_���M�͂�(c��)��������L/min;poj���j�������R�_�ij��͂�(c��)�ĉ�����MPa;qoj���j�������R�_�ij��͂�(c��)��������L/min;Fd ���������݆�ϵ��(q��)������N;vm ���܇�����ٶȣ�m/s����ʽ��߅�ڶ�헞��܇�����R�_���C��(g��u)���������ù����ʡ�
����(7)�A�Q���D(zhu��n)�C��(g��u)�������pʧ���ʡ��A�Q���D(zhu��n)��������2���R�_�͜p�ٙC�(q��)�ӊA�Q���D(zhu��n)���t2���R�_�����D(zhu��n)�C ��(g��u)�a(ch��n)���������pʧ����(kW)��Prm = (∑ lj=1pijqij -pojqoj)-Tdmωrm (8)ʽ�У�l���R�_����(sh��);pij���j���A�Q�R�_���M�͂�(c��)�ĉ�����MPa;qij���j���A�Q�R�_���M�͂�(c��)��������L/min;poj��A�Q�R�_�ij���ǻ�ĉ��� MPa;qoj��ɂ��A�Q�R�_�ij���ǻ�Ŀ�������L/min;Tdm�������ڊA�Q�ϵ��(q��)���D(zhu��n)�أ�N;ωrm��A�Q���D(zhu��n)�ٶȣ�rad/s����ʽ��߅�ڶ�헞�A�Q���D(zhu��n)�R�_���C��(g��u)���������ù����ʡ�����(j��)�����غ㶨�ɣ����������C��ɹ�����ݔ�뵽�������Cϵ�y(t��ng)�Ŀ��й��������Ա�ʾ��Ecat = ∑ zi=1(∑ m(i)j1=1Eij1m +∑ m(i)j2=1Eij2p +∑ s(i)j3=1Eij3v+ ∑ r(i)j4=1Eij4pp +∑ k(i)j5=1Eij5e+∑ k(i)j5=1Eij5u) (9)ʽ�У�Ecac��ݔ�뵽ϵ�y(t��ng)�еĿ��й�������kJ;z �鹤���A�εĔ�(sh��)Ŀ;m(i)���i�������A�ι�����늙C(��)�Ĕ�(sh��)Ŀ;Eij1m���i�������A�ε�j1��늙C�a(ch��n)���������pʧ��kJ;Eij2p���i�������A�ε�j2���îa(ch��n)���������pʧ��kJ;s(i)���i�������A�ι�����Һ���y�Ĕ�(sh��)Ŀ;Eij3v���i�������A�ε�j3��Һ���y�a(ch��n)���������pʧ��kJ;r(i)���i�������A����Һ����(j��ng)��·�ĶΔ�(sh��)�����У����ɂ�Һ��Ԫ��֮�g�B�ӵĹ�·���L�Țw��һ�Σ�ÿ�ε��L�ȿ��ܲ���ͬ;Eij4pp���i�������A�ε�j4�ι�·�a(ch��n)���������pʧ��kJ;k(i)���i�������A�ι����Ĉ�(zh��)�ЙC��(g��u)�Ĕ�(sh��)Ŀ;Eij5e���i�������A�ε�j5����(zh��)��Ԫ�����C��(g��u)�a(ch��n)���������pʧ��kJ;Eij5u���i�������A�ε�j5����(zh��)��Ԫ�����C��(g��u)���������ù���kJ��
����(li��n)��ʽ(1)��ʽ(9)����ϵ�y(t��ng)�ܺ��c�r�g�Pϵ����(sh��)�ɵ�Ecat = ∑ zi=1(∑ m(i)j1=∫1titi-1Pij1mdt+∑ m(i)j2=∫1titi-1Pij2pdt+ ∑ s(i)j3=∫1titi-1Pij3vdt+∑ r(i)j4=∫1titi-1Pij4ppdt+∫ titi-1Pij5udt)(10)ʽ�У�ti-1���i�������A���_ʼ�ĕr��;ti���i�������A�νY(ji��)���ĕr��;Pij5u���(zh��)��Ԫ�����C��(g��u)�����ù����ʡ������漰������������Ӌ�㷽�����£��õ�ݔ������Eop =∑ zi=1 ∑ m(i)j1=∫1titi-1pij2pqij2pdt;�A�Q�R�_ݔ������Eorm =∑ zi=1 ∑ k(i)j1=∫1titi-1pojqojdt;�A�Q���D(zhu��n)�T�Ԅ���Erint=Jω2rm��J ��A�Q��呼��@���D(zhu��n)�S�����D(zhu��n) �� �T ��;�A�Q������ݔ�������� Ecout = ∑ zi=∫1titi-1pcoutqcoutdt;�A�Q��呼����������ܞ�Ecg=mm1gh��mm1�����C�|(zh��)����h �������������ĸ߶�;��܇���ߵđT�Ԅ���Ecint=12mm2v2m��mm2�����C�|(zh��)����
����3 ����ģ���о�
����3.1 ����ģ�͵Ľ���
��������Ӝʴ_�،��������C��呹��r�M���ܺķ������о��������C�ܺ����ԣ���100kN �������C������������ AMESim ����ģ�ͣ����������C�Һ����ϵ�y(t��ng)�Ŀ������Ժ��ܺ������M�з��棬��ͨ�^���I(y��)�F(xi��n)�����y��(sh��)��(j��)�������ģ���M��������ģ���й��ʵIJɼ���ͨ�^�ɼ������ʹ�(ji��)�c����׃���c��׃����˵õ�����õ�ݔ�빦��ͨ�^�ɼ��ÿډ����������ó������r�g�e�ּ��ɵõ�������100kN�������C�����әC��D3��ʾ������ģ�ͅ���(sh��)�O�����1��ʾ��
����3.2 ����ģ�͌����C
��������100kN�������C�Ϊ�����ϵ�y(t��ng)���Ʒ�ʽ���_�h(hu��n)�����Է���ģ�͵���C�����_�h(hu��n)�������M�еġ�����100kN �������C���d�yԇ��(sh��)��(j��)���c������������^������������ģ�͡��D4�Hʾ���˲��ַ���͌�������Č��ȣ��Ա�������ģ�ͺͷ��慢��(sh��)�Ĝʴ_�ԡ�
�����ɈD4a��֪���A�Q���D(zhu��n)λ�Ƶķ���͌�������`��H��0.1°;�ɈD4b��֪����܇����λ�Ƶķ���͌�������`��H��1mm;�ɈD4c��֪���A�Q����λ�Ƶķ���͌�������`��H��0.2mm;�ɈD4d��֪���A�Q�����ןo�Uǻ�����ķ���͌����������һ�£�����`��0.1MPa�������`���呹��r���ܺķֲ�Ҏ(gu��)�ɼ�Ӱ����ص�Ӱ푺�С���ʱ��Ļ��ڴ˷���ģ���_չ�ܺ����Է�����
����4 �ܺ����Է���
�����ڳ�������У��������C�c���C(li��n)�ӄ������������C�ĸ����������]�h(hu��n)���Ʒ�ʽ���M�У���˷����]�h(hu��n)���Ʒ�ʽ���������C�P�I����Һ��ϵ�y(t��ng)���ܺģ��õ�ϵ�y(t��ng)���ܺķֲ�Ҏ(gu��)�ɡ�
����4.1 �A�Q���D(zhu��n)����
��������õ��A�Q���D(zhu��n)�����µ�λ��푑���������������Ҋ�D5���ɈD5a���D5b�ɿ������A�Q���D(zhu��n)ϵ�y(t��ng)��λ�ƿ��ƾ����^�ߡ��o��3��90°���A�S��̖��ÿ�����D(zhu��n)�����s0.7s�����_����(w��n)�B(t��i)����ƽ����(w��n)�B(t��i)�`��H��0.05°���ɈD5c���D5d�ɿ������ڊA�Q���D(zhu��n)���Ӻ̈́����A�Σ��A�Q���D(zhu��n)�����y�Ĺ��ʓpʧ�^С�����A�Q���D(zhu��n)�Ƅӕr�����ڊA�Q���D(zhu��n)�đT�ԣ����D(zhu��n)�����y�����خa(ch��n)���O���˲�r�pʧ���ʼs45kW�������A�Q���D(zhu��n)�����a(ch��n)���đT�Ԅ��ܞ�1.4214kJ���s���ݔ��������6.5%����ÿ���A�Q���D(zhu��n)�����У��õ�ݔ��������21.8116kJ;�A�Q���D(zhu��n)�����y�����ĵ�������5.2414kJ���A�Q�R�_��ݔ��������15.4833kJ����·�������y���������fԪ���������pʧ��1.0869kJ��
����4.2 �A�Q��������
��������õ��A�Q����������λ��푑���������������Ҋ�D6���ɈD6a���D6b�ɿ������A�Q����ϵ�y(t��ng)������λ�ƿ��ƾ����^�ߡ��o��200mm ���A�S��̖���s1.8s�����_����(w��n)�B(t��i)���ҷ�(w��n)�B(t��i)�`��H��0.1mm;�ɈD6c���D6d�ɿ����������������_ʼ�r�����������y�ēpʧ���ʘO���� �� �� �_87kW���s0.2s�����������y�ēpʧ���ʷ�(w��n)���ڼs12kW�����������������У��õ�ݔ�������� 100.406kJ;���������y�����ĵ��� �� ��31.836kJ��������ݔ��������63.900kJ����·�������y���������fԪ���������pʧ��4.670kJ��
����4.3 �A�Q�½�����
�����A�Q�������½�����λ��푑����ܺ�����Ҋ�D7���ɈD7a�ɿ������½�������λ�Ƹ��S���^�ã��M�㳣呹��r�µ��������C�A�Q�½�����Ҫ�A�Q�½�����������Դ��A�Q��呼��������������ܣ������������y�����½�λ�ƣ��A�Q���������������ܽ^�������������y��(ji��)���pʧ���ɈD7b��֪�������½������У�ؓ�d�a(ch��n)�������� �� �� �� 53.766kJ�����������y��(ji��)���pʧ52.036kJ��ռ�������ܵ�96.8%����˻��ՊA�Q�D6 �A�Q�����������Ժ��ܺ���������Fig.6 Controlcharacteristicandenergyconsumptioncharacteristiccurveofclamplifting�½��r�������������������CҺ��ϵ�y(t��ng)��(ji��)�ܵ���Ҫ��ʩ��
����4.4 ��܇���߄���
��������õ���܇���߄�����λ��푑�����������������D8��ʾ�������ɈD8a���D8b���Կ�������܇���߄�����λ�ƿ� �� �� �� �^ �� ���o ��3��240mm�� �A �S ��̖��ÿ�����߄����s0.7s�������_����(w��n)�B(t��i)�����{(di��o)����1%����ƽ����(w��n)�B(t��i)�`��H��0.05mm���ɈD8e���Կ������ڴ�܇�������M�A�Σ���܇���߿����y�ēpʧ���ʺ�С���c��܇�����R�_ݔ����������^������܇�����Ƅӕr����܇���߿����y�ēpʧ���ʘO�^�ֵĴ�܇���߿����y�������pʧ�l(f��)���ڴ�܇�Ƅӕr������ԭ����܇�����Ƅӕr���R�_�M�͂�(c��)�����O�ͣ�����0(�D8d)����ϵ�y(t��ng)������12��15MPa����܇���߿����y�ڮa(ch��n)���˘O��ĉ������Ķ��a(ch��n)���˘O��Ĺ�(ji��)���pʧ����܇�����R�_��ݔ�����ʞ�ؓ��������ؓ�d�Ĵ�T���������е�ؓ�d�τ��R�_�����a(ch��n)���ģ�ԓ�����������Ƅӕr��܇���߿����y�ʹ�܇����·�������y��ͬ�pʧ�����ڮ�ǰ����(sh��)��ÿ����܇���߄����У��H��17%���������ڴ�܇���߄���������������ͨ�^��܇���߿����y��·�������y�Լ������y���������f��Ԫ�p�ĵ�����ÿ����܇���߄����У���܇�đT�Ԅ��ܞ�9.189kJ���õ�ݔ��������23.5331kJ����܇���ߵđT�Ԅ��ܼsռ ��ݔ��������39.04%����˻��մ�܇���ߵđT�Ԅ������������C���F(xi��n)��(ji��)�ܵ���Ҫ��ʩ��
����5 �Y(ji��)Փ
����������ij��I(y��)100kN�������CҺ��ϵ�y(t��ng)���о�����ͨ�^��ģ�������c���о���Һ��ϵ�y(t��ng)�Ŀ��������c�ܺ����ԣ��õ���Һ��ϵ�y(t��ng)���ܺķֲ�Ҏ(gu��)�ɼ�ϵ�y(t��ng)��Ҫ��(y��u)������
����(1)����100kN�������CҺ��ϵ�y(t��ng)����A�Q���������͊A�Q���D(zhu��n)�������������fЧ�ʾ����_��60% ���ϣ����fЧ���^�ߡ�
����(2)�A�Q�½�������������Դ��A�Q��ؓ�d���������ܣ��ڊA�Q�½����^���У���������ȫ���D(zhu��n)�������������y�Ĺ�(ji��)���pʧ����˿��OӋ�������ܻ��ռ�������ϵ�y(t��ng)�������Ŀ��Ʒ����������յ������������������C�ĺ��m(x��)������
����(3)��܇���߄������������fЧ�ʷdz��ͣ��H��17%�������ڴ�܇�����Ƅӕr���T�Ԅ����ɴ�܇���߿����y�ʹ�܇����·�е������y��ͬ�pʧ����ԓ���������sռ��ݔ��������39.04%�������@���������nj��F(xi��n)�������CҺ��ϵ�y(t��ng)��(ji��)�ܵ���Ҫ������
����(4)����ؓ�d��푑�����Ҫ��ͬ���A�Q������������ϵ�y(t��ng)�������������ɂ�����������ԭϵ�y(t��ng)ֻ��1������Դ���������C3��������ϵ�y(t��ng)����ֻ���O��ͬһ�������ȼ����Ķ���ɴ�܇���߄����͊A�Q���D(zhu��n)������ؓ�d�����cϵ�y(t��ng)������ƥ�䣬��ɲ���Ҫ�Ĺ�(ji��)���pʧ�����ڸ������քe�M�Еr����ؓ�d�����քeƥ��ϵ�y(t��ng)�����������O��p��ϵ�y(t��ng)�ܺġ�
���������īI��
����[1] BJORNE��MARCUSR��JAN-OVEP.AHighEn-ergyEfficient MobileFluidPowerSystem NovelSystem Layoutand Measurements[C]//The6thInternational Fluid Power Conference.Dresden��2008��103-114.
����[2] HO T H��AHN K K.DesignandControlofaClosed-loop HydraulicEnergy-regenerativeSystem[J].AutomationinConstrution��2012��22(4)��444-458.
����[3] YOONJI��KWANAK��TRUONGDQ.AStudyonanEnergySavingElectro-HydraulicExcavator[C]//2009ICCAS-SICE.Fukuoka��2009��3825-3830.
�������L��ˇ���������CҺ��ϵ�y(t��ng)�ܺķ������PՓ���ڿ���߀�����˽⣺�����Cе���̌W�����Cе���̎��QՓ�İl(f��)����
�����}�����L��ˇ���������CҺ��ϵ�y(t��ng)�ܺķ���
�D(zhu��n)�dՈע�����ԣ�http://m.56st48f.cn/fblw/ligong/jixie/40241.html
���P���}���
�zӰˇ�g(sh��)�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a(ch��n)�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИI(y��)Փ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:120
�u�Q�l(f��)Փ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�OӋՓ�� �CеՓ��

�ڿ��ٿƆ���
- �zӰˇ�g(sh��)�I��AHCI�ڿ����]��Photog
- Nature���¶��W���ӿ�Nature Commu
- ��С�W�̎�ֵ���˽⣬�@Щ�����W��
- 2025�ꌑ����WՓ�Ŀ����õ�19���x
- �y�L�I��Ƽ������ڿ��x�� �p������
- ���r�_Փ�ęz���C������Ҫ
- �Ї�ˮ�a(ch��n)�ƌW�ڿ��Ǻ����ڿ���
- ���H������Ҫ�˽�Ć��}���
- ���������ܷ��u�Q��
- ��ŌW����Щ��Ͷ���SCI�ڿ���ֵ��
- ͨ�Ź����ИI(y��)Փ���x�}
- SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ���
- �u�Q�l(f��)Փ�ĺ�߀�dz�����
- ��ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���20
- Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)�����