䓹����Գ���ģ�߸��M
���ٙ�Ŀ���CеՓ�� �l�����ڣ�2010-12-25 08:24 ��ȣ�
����ժҪ:����ᘌ��o�p䓹��ھֲ��������Գ����^���е��_�ц��}�M���˺�Ҫ�ķ�����Ȼ����M��ģ�ߣ�ͨ�^ԇ�������M��ģ�ߺܺõؽ�Q���_�ц��}��
�����P�I�~���o�p䓹ܣ��������Գ��Σ��_��
����
����1�� ����
�����ܲĵ����Գ��μӹ����ԹܲĞ�ë����ͨ�^���Լӹ��ֶΣ�����ܲ�����ļӹ����g���ڹܲĵ���ӹ���ռ�к���Ҫ�ĵ�λ���ܲ����Լӹ��������םM�����Գ��ήaƷ���p���������g���͵ͺĸ�Ч�����_����ȷ����Ҫ���ѳɞ����M���Լӹ����g������21���o�о��c�lչ��һ����Ҫ�����ں��պ��졢��܇��ʯ�ͻ������p������ͨ�\ݔ�ȹ��I���T�ЏV�����ùܲ��������[1]��ij�S�ڌ��Hԇ���a�г��F��䓹�׃�΅^�ȱڳ��F�v���Ѽy�ĬF�����ڳ��μ��ڹ���������������Ť�����Ƚ�׃�������ã����ȱ��Ѽy�����Uչֱ�����Fͻ�l�Ԕ��ѣ�Σ��ʹ�ð�ȫ����ˣ��o�p䓹��ڏ���ģ�����Գ��Εr�������S���Ѽy�a������t������Ӱ����a�ij�Ʒ�ʡ�����ᘌ����a�г��F��䓹܃ȱ��_�ц��}���M���˺�Ҫ�ķ�����������˸��M��ʩ��ԇ������������Ч�ؽ�Q��ԓ���}��
����2�� �o�p䓹ֲܾ��������Գ��μ��g
�����o�p䓹ֲܾ��������Գ��κ�����Ҋ�D1��ʾ��
�����D1.���ʾ��D
�������������ģ�ߛ_���o�p䓹�ʹL2�ήa���ֲ�����׃�ɵõ��ģ����Գ��^����D2��ʾ����������ε�Ҫ���ǣ����͈A���^�ɣ������S���Ѽy�Ͱ��ޣ�����o���@���ۡ�
�������H���a��䓹ܷ�����ģ�İ�A�ΰ����У���ģ�����\�Ӽ��d��䓹��ϣ�ʹ䓹ܮa������׃�εõ����������Π��׃���^�̞飬������a�^��d�^�������o�p䓹ܵ�b�^��չ�������Π�׃��E�A�Σ�c�^�o�p䓹ܵ�������c��ģ�N�ϣ���c�^�o�p䓹ܵ�������c��ģ�N�Ϻo�p䓹�������a�^�����|�����^��l������׃�Σ����Uչ�����^�M���棬��K���Ρ�
���������^�����^�̿���䓹�������a�^�����|�����^����l��ʧ�����a�����ԏ���׃�Σ��S��׃�εIJ����M�У����ԏ��������U���_��һ���̶Ⱥ����ܱ������ȵ����������ڲ��ϵď��ȘO��b�r��������䓹��Ѽy�Įa�����ɴ˿ɿ��������Ƴ����^����䓹ܔ���ľֲ�ʧ���ǿ��Ƴ���䓹��|�����P�I��
����3�������^����䓹ܔ���ֲ�ʧ������
�����ɲ������W��֪�������ڈA�ܵď�����q�_��ijһֵ�r���ܱڌ��l���������������Π���ʧ�����ԣ��ܱڮa�����ݣ��D3�������_ʼʧ�����d�ɏ��ȷQ���R�牺�����ɰ��¹�ʽ�_��[2]��
����(1)
����
����ʽ��t��R—�քe��A�ܵıں�Ͱ돽��
����r��E—�քe��A�ܲĵIJ�ɣ�Ⱥ͏���ģ����
����N—���ڻ����2��������
�������H�Ϯ��ܱڃ����������^���ԘO��С������ʽӋ��õ���ֵ�����������@�����c�IJ��Ͽɰ���ʽ�_����
����
����ʽ�С�Et�քe��A�ܲ��ϵ������O������ģ����
���������σ�ʽ��Ҋ����tֵ��Eֵ��ֵһ������r�£�䓹ܔ����ڳ����^���еľֲ�ʧ���c�A�����֧�Ό�ֵ��Ӱ��������P����N����֧�����ٞ�2�������tֵ���ߣ��A��Ҳ���������༴ͨ�^��׃��������λ�ã���������׃��ֲ�������߈A�ܳ��η����ԡ�
����4��ģ�߸��M
��������������������ģ���M���˸��M�OӋ������˼·�ǣ�
����1��ģ�c�������Ⱦ����|��a�^����׃�λ���m׃���^���У����M�����cģֱ�Ӱl�������|�DZ��C���l���Ѽy���P�I����ˣ���ģ픲��_�ۣ����^��ļ����d�ɸ�׃��ɂ��^С�ļ����d�ɡ�
����2��ë�����Ɍ�չ����b�����������^�����cģ�Ľ��|���Ⱥ��ɸߵ��������|������a�cc�ӵļ~�������������Ɍ�չ���ݣ��ڰl��׃�Εr���ȷ����׃���ܷ��������a�^ȫ����׃�Σ��pСa�^���������ǫ@�����_�Π���P�I���ݡ��˅^��M�����c��ģ���|�����c��ģ���|��
����ģ�ߵĽY���ͳߴ���D4��ʾ��
������a��ģ
����
������b����ģ
�����D4ģ���OӋ�D
����5�� ԇ�Y��
������ԇ����O���60���f�ܲ���ԇ�C����ģ�߰��b��ԇ�C�ϣ���ԇ�C�Ļ���_����ģ����䓹��ϣ��d����λ�Ƽ��d��ʽ�����ڼ��d�ٶȺ�������ҕ����o�B�^�̡�ԇ���䓹ܲ��Ϟ�20̖������B��Ҏ���×5mm��������ȣ�t/D����10.4����������7����һ����f䓹ܵ�������ȣ�t/D�����o�p䓹ֲܾ��������Գ����^�̵�ʧ���ΑB������ҪӰ푣�Ŀǰԓ�������xȡ�����]�й��_�Ĉ����Ҳ�DZ��n�}�Mһ���о��ă��ݡ�
������a��ԇ�F��
�����ڏ�7��ԇ����ԇ��^�̿���ԇ�������õ��؏��ԡ�ԇ��^����ģ�_ʼ���d�A�Σ�䓹ܰl������׃�Σ��d���cλ��֮�g�ɾ����Pϵ׃�������d���_��һ���̶ȵĕr��䓹ܳ��F�^���@������׃�Σ��˕r�d���cλ��֮�g��׃���ɷǾ���׃�����о�����ģ�����@С�ڏ���ģ�����S������׃�εļ��䓹ܲ��ϳ��F��׃Ӳ���F�˕r�d���ٴο�����������λ�Ƶ�׃���t��С��������Π�Ҳ�������Σ�ԇ��δ���F�_�ѬF���@���ԏ�ԇ������Ƭ��Ҋ�D5��ʾ���п�����
����
�����D5ԇ���ļ�������Π�
������ԇ�������Π���Կ���ԇ���Π����_���^�ɈA�������Οo�p䓹ܔ����c���Εr��������a�^��b�^�ɂȾ��o���^�Ѽy�a��������P��߀��ԇ���M���˟o�p̽�����o�p̽���ĽY�����������Οo�p䓹��c���Εr��������a�^��b�^�ɂȾ��o�^�Ѽy�a����
������b��ԇ��
����ԇ��б��^��Ҫ�ķ�����ģ�ď��������������Π�Ѽy��r���d���Ă����棬�����ñ�����г��@��헔�����
������1.ԇ��
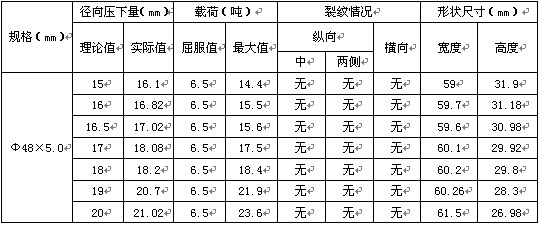
����
�������еď���������Փֵ��ͨ�^��䓹ܷ���ģ���У�ģ���d��300Kg�r���鉺�����Ĝy�����c���@�ӿ�������䓹ܵijߴ��`���䓹��c�O��֮�g���g϶�`��ı��Д������Կ�����䓹ܵ������d�ɶ���6.5��������d�ɺ��M�Љ�����֮�g�����������Pϵ�������ߴ�Ҳ������ͬ��
����7���YՓ
������ԇ�Y������ԇ������̎�^�ɈA�����o�Ѽy�����ޣ�����o���@���ۣ������Π�ã��A���^�ɣ��c׃����������A�^��B�^�ɂȾ��o�Ѽy�a����Ч��ʮ�����롣�@�f��ģ���M���@���OӋ�Ǻ��������_�ġ����Ľ�Q�˟o�p䓹���ģ���оֲ����Գ��ε��_�ц��}������}�Č��H���a�ṩ�˅����rֵ��
������Ҫ�����īI��
����[1]���ܲ����Լӹ�����ͬ��������ɽ�|���I��W������2001
����[2]���BԊ[M]������䓹����aP19-20��ұ�����I�����磬1999
�����}��䓹����Գ���ģ�߸��M
�D�dՈע�����ԣ�http://m.56st48f.cn/fblw/ligong/jixie/6090.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^