��ډ������������|(zh��)���Ŀ���
���ٙ�Ŀ���CеՓ�� �l(f��)�����ڣ�2010-12-25 08:40 ��ȣ�
����ժҪ��ͨ�^��16MnR�ͺϽ�䓵����Լ��������c�M�з������_�����m�ĺ��ӷ�����ˇ��ʩ���x������ĺ��Ӳ��ϣ��ƶ����ӹ�ˇ�u���������|(zh��)���_�����O(sh��)����O(sh��)ӋҪ��
����
�����P(gu��n)�I�~��16MnR�ͺϽ�䓣���ڣ����ӣ���������
����ǰ��
�����S������İl(f��)չ�����I(y��)���a(ch��n)���O(sh��)�Ќ���ډ�������������Խ��Խ�࣬���ډ��������|(zh��)��Ҫ��ߣ��������lj������������е��P(gu��n)�I�����p�|(zh��)��ֱ��Ӱ푵������������\�кͰ�ȫ��һЩ������I(y��)ͨ�������ø߿Ƽ������O(sh��)�����ɴ���O(sh��)��ĺ��ӹ��������ҹ�˾Ŀǰ�F(xi��n)�е��O(sh��)�����ͨ���ԄӺ��C������҂���������ډ��������r��횏ĺ��ӹ�ˇ�����֣���(y��n)���(zh��)�к��ӹ�ˇҎ(gu��)�����Ա��C�O(sh��)���|(zh��)���M���O(sh��)ӋҪ��
����1���O(sh��)��śr
�������ع��������X�S�ܳ�ϵ�y(t��ng)����Ҫ���a(ch��n)�O(sh��)�䣬ԓ�O(sh��)���O(sh��)Ӌ������8.7MPa���O(sh��)Ӌ�ضȞ�295�棬���|(zh��)�鸯�g�^�����X���V�A�ԵV�{�����^��Ͳ�w����16MnR�����B(t��i)䓰壬��Ȟ�90mm����(n��i)ֱ����2200mm���˿ס����m���ӹܾ�����JB4726-2000��(bi��o)��(zh��n)��16Mn��呼������𣩡��O(sh��)�係�߶Ȟ�19532mm����������95.5�����O(sh��)ӋҪ��ԓ�O(sh��)�������ꮅ��A��B���p횽�(j��ng)100%�侀̽�����z��Y(ji��)������JB4730-2005�ϸϸ������ÿ�l���p�L�ȵ�20%�M�г����z�y��(f��)��JB4730-2005��(bi��o)��(zh��n)�ϸ�C��D��p���M�дŷۙz�y����JB4730-2005��(bi��o)��(zh��n)�ϸ����O(sh��)����M�����w��̎�������������ӑ�(y��ng)�����似�g(sh��)����ԔҊ��һ��
������һ���g(sh��)���Ա�
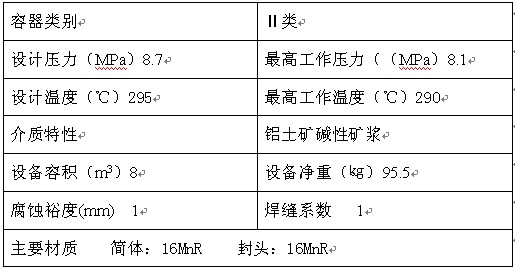
�������ع���Ҫ�Ƀɂ��E�A���^�����w���˿��Լ����N��ˇ�ӹܽM�ɡ�ԓ�O(sh��)��٢������������GB150-1998����Ɖ����������M�����졢ԇ����գ������ϡ�����������ȫ���g(sh��)�O(ji��n)��Ҏ(gu��)�̡���Ҏ(gu��)���������O(sh��)�乤������������Ҫ��ߣ���˺��ӹ����ɞ�ԓ�O(sh��)��������P(gu��n)�I���g(sh��)֮һ��
����2�� �����Է���
����16MnR��ǵͺϽ�ߏ�䓣��仯�W(xu��)�ɷݼ��Cе����Ҋ������������
����������16MnR䓻��W(xu��)�ɷ֣�%��
 ����
����
����������16MnR����W(xu��)����

��������(j��)���H���ӌW(xu��)���ṩ��̼��(d��ng)��Ӌ�㹫ʽ��Ӌ���16MnR䓵�̼��(d��ng)���飺Ceq=c=++(%)
����=0.20+1.6/6%=0.47%
��������(j��)��(j��ng)��(d��ng)Ceq=0.4��0.60%�r��䓲ĵĴ�Ӳ�A����u���@���S���������ӣ������уA��Ҳ�S֮����ͬ�r����ډ����������ӕr�����p���ٟ��Ѽy�����ڸ�ϡ��ʺ����г��F(xi��n)���������^����ȡ�m��(d��ng)��ʩ���x���m��(d��ng)?sh��)��¿���ʽ�ͺ��Ӆ��?sh��)���ƶ����m�ĺ��ӹ�ˇ�������M�к��ӡ�
����3�����C�����|(zh��)���Ĵ�ʩ
����3.1���ӷ���
��������(j��)16MnR䓵����c�Ͱ��A��B����p�����ֹ�����ף����ԄӺ���估�w�棬���Ӷ�����ӣ�������������ֹ������������Ȼ�������ԄӺ�����w�档C��D��p�����ֹ�늻��������Ӷ�����ӡ����IJ�����U����
����3.2���Ӳ���
�������˱��C���p����ͬĸ��ƥ�䣬���p�ɷ֑�(y��ng)�����cĸ������������˷�ֹ���p���^��ğ��уA���p��̼��������ĸ��Ҫ��һЩ�����p���ٵď��Ȳ����^�ߣ���t����(d��o)�º��p�����ԣ��g���������������½���
��������JB/T4709-2000����Ɖ�����������Ҏ(gu��)�̡������]�����z�x��H10Mn2,�����x��HJ431�����l�x��J507.
����3.3�¿ڵ��x��
����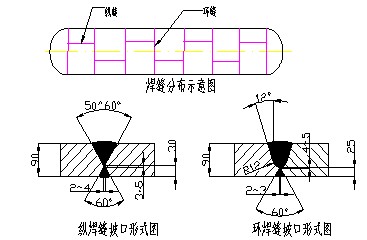
����Ͳ�w���ӭh(hu��n)�p��Ͳ�w�c���^���ӭh(hu��n)�p�����ψD��ʾ�¿���ʽ��Ͳ�w���ӿv�pԭ�����ό��Q��X�ͻ�U���¿���ʽ�������M�к���ԇ�r����(n��i)�v�p���������v�p������ڶ������p���R���ں��p�����c���pƽ�в�λ���F(xi��n)�Ѽy����(j��ng)�����������Ѽy�������Ѽy��һ�N���Ѽy�����F(xi��n)�ں��p��������ǰ���@���������ԄӺ�������۳ؽ�����ĸ�ĵ��к�Ԫ�؝B���^�࣬�^��ƫ���������c�Ĺ����w���@Щ�����c�Ĺ�������������̣����̺�Ҳ�^�ͣ����Һ�ڵ�X���¿ھ�����(y��ng)���^��(d��ng)����v�p���ӕr����Ą��Ծ������Ì����p���_�������v�p�������ڳ��F(xi��n)�����Ѽy�����ˣ��҂������¿���ʽ���¿���ʽ�x���ψD�IJ����Q���¿���ʽ�������M���u���������溸�ӕr������ȱ���ڷ��溸��ǰ��������p���������Ѽy�ăA��ͬ�r�p���˺��ӕr�ĸ���ȱ�ݡ��@�����õĺ��ӽ��^�|(zh��)����
����3.4���ӹ�ˇ����(sh��)�Ĵ_��
�������ӹ�ˇ����(sh��)�_�����Ǹ���(j��)16MnR�ĺ������Լ����ȱ��^������c����(j��ng)�^��κ��ӹ�ˇ�u���_�������µĺ��ӹ�ˇ����(sh��)������a(ch��n)Ʒʩ����ָ��(d��o)��
�������Ӆ���(sh��)��
�������ӿv���h(hu��n)�p�ĺ���
��������Ͳ�w�Č��ӿv���h(hu��n)�p�Լ��c���^���ӵĭh(hu��n)�p���������ֹ�늻�����ף����ԄӺ���亸�ӡ��w�棬Ͳ�w�v�p���a(ch��n)Ʒԇ��һ�K��
����3.1.3���ӹ�ˇ����(sh��)���x��
������1���h(hu��n)�p���
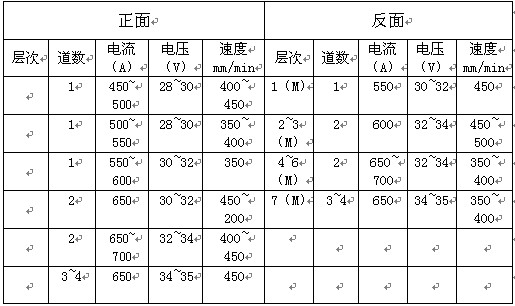
������ʩ����(n��i)�h(hu��n)�p�������ֹ�늻�����φ4mm��E5016���l��ף����160~180A��늻�늉�22~24V��Ȼ������Ԅ����M������w�棬�����Ӳ���450~500A�����28~30V늉��������ٶ�400~450mm/min���Ժ����ϱ텢��(sh��)�M�ж��Ӷ�����ӡ�Ȼ���M����h(hu��n)�p���ӣ�����̼���������������(n��i)���ֹ�����������Ƀ����������ԄӺ�����w�棬H10Mn2+HJ431�����zֱ��φ4mm�������p�������550A��늻�늉�30��32V�������ٶ�450mm/min�����ຸ���������650A��늻�늉�32~34V�������ٶ�450mm/min���w�溸�����650A��늻�늉�34~35V������450mm/min��
����3.1.4���p�|(zh��)��������ԇ����^�����W(xu��)����
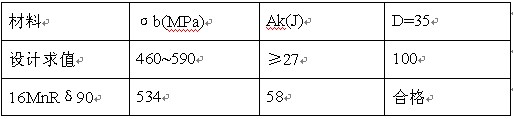
�������������ӹ�ˇҎ(gu��)������(sh��)ʩ���ĺ��p����JB4744-2000����Ɖ��������a(ch��n)Ʒ����ԇ������W(xu��)���ܙz��(bi��o)��(zh��n)�u�������_���ϸa(ch��n)Ʒԇ�庸�ӽ��^���W(xu��)����ԇ�ĽY(ji��)��Ҋ��6��
���������a(ch��n)Ʒԇ�庸�ӽ��^���W(xu��)����
����3.3��ǰ��(zh��n)��
������_�������|(zh��)������ǰ߀���������М�(zh��n)�乤����
������1����ʩ��ǰ�����z����������M�к決���決�ضȞ�350��450�棬���ؕr�g��2h���決�����100��150��ĺ�����(n��i)���S���Sȡ��HJ431�M��200��250��決�����ؕr�g2С�r���S���Sȡ�������ĵ��ܳ��ں����^���Юa(ch��n)�����w���Ķ�ʹ���p�a(ch��n)����ס�
������2�����L(f��ng)����ɰ݆�C����¿ڼ��܇�25mm�ԃ�(n��i)���͡��P������Ƥ�ȡ����⺸�ӕr�a(ch��n)����ס��A����ȱ�ݡ�
������3���ֹ�늻����x��AX-320ֱ�����C�����ԄӺ�����MZ-100��ֱ�����C�������÷��O�ԡ�
����3.4ʩ���^���е��P(gu��n)�I�h(hu��n)��(ji��)
����3.4.1�A(y��)��ضȵ��x��
�����A(y��)���Ƿ�ֹ�Ѽy����Ч��ʩ,Ҳ�����ڸ��ƽ��^���ܣ�����(j��)�O(sh��)��IJ��|(zh��)��䓰��ȣ�����J(r��n)B/T4709-2000���x���A(y��)��ضȞ�≥150�档�ұ��C���������ں����^���еČ��g�ضȲ������A(y��)��ضȡ����е����A(y��)��ضȕr����횲����o���ӟ��ʩ��
����3.4.2���Ӆ���(sh��)�Ŀ���
�������ӕr,��(y��ng)��(y��n)���չ�ˇ�u���_���ą���(sh��)���x�����_�ĺ�������������ٶȺ��b���g϶������������^С���ٶ�̫�죬��������δ�õ�����ۻ����a(ch��n)��δ�ۺϡ�δ���F(xi��n)��
����3.4.3���ؼ����
�������ڱ��O(sh��)��IJ��|(zh��)��16MnR�������Ѽy�������^��ĵͺϽ�䓣���䓰����_90mm�����ƺ�ľ������^����ˣ��O(sh��)��Ŀv�h(hu��n)�p������ɺ�(y��ng)�M�к��̎�������ض���200~350�棬���ؕr�g��0.5С�r��,���ؾ��䣬�Է�ֹ���Ѽy�Įa(ch��n)����
����4��̎��
�����O(sh��)�亸���ꮅ��������ӑ�(y��ng)�����������w�t��(n��i)�˻�̎�����a(ch��n)Ʒԇ���S�O(sh��)��ͬ�t�M�П�̎�������M�Юa(ch��n)Ʒԇ������W(xu��)���ܙz
����5�Y(ji��)���Z
������ԓ�O(sh��)���������^���У��x�������_�Ĺ�ˇ����ע���P(gu��n)�I�h(hu��n)��(ji��)�Ŀ��ƣ���ˣ��O(sh��)�佛(j��ng)ʡ���g(sh��)�O(ji��n)���ֵıO(ji��n)�z��һ�κϸ����_100%���O(sh��)���_���˘�(bi��o)��(zh��n)�͈D���O(sh��)ӋҪ���@Ҳ�C���������ДM���ĺ��ӹ�ˇ�ƌW(xu��)�������ԡ�
����
���������īI
����1����Ɖ���������GB150-1998
����2����Ɖ����������ӹ�ˇ�u����JB4708-2000
����3����Ɖ�����������Ҏ(gu��)�̡�JB4709-2000
����4����Ɖ��������a(ch��n)Ʒ����ԇ������W(xu��)���ܙzJB4744-2000
����5�������փԡ��Cе���I(y��)������
����(bi��o)�}����ډ������������|(zh��)���Ŀ���
�D(zhu��n)�dՈע�����ԣ�http://m.56st48f.cn/fblw/ligong/jixie/6093.html
���P(gu��n)���}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:106
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ����W(xu��)Փ�Ŀ����õ�19��...�P(gu��n)ע:192
�y�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r�_Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
���H������Ҫ�˽�Ć��}����P(gu��n)ע:58
���������ܷ��u�Q���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������P(gu��n)ע:68
��(f��)ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)ӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)ӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)